12.5MN(1250 t)快速液压锻造机,由主机本体、液压系统、电气控制系统、50 kN/125 kN·m 全液压有轨锻造操作机、50 kN 液压升降回转台、30kN 全液压无轨装出料机等部分组成。其中主机本体的结构形式为单缸、整体框架双柱下拉式结构,由整体机架、固定梁、工作缸、回程缸、支座、导向装置、锻造工具、移动工作台、横向移砧装置、行程检测装置、润滑系统、主机盖板等组成。
故障为液压设备常见故障,液压缸划伤问题,俗称“拉缸”现象,油缸及活塞杆表面的划伤通常为表面镀铬层破损,为轻度划伤,无需补焊油缸主体,只需要将活塞杆表面修复以达到减少摩擦力。若划伤深度>0.1 mm,伤及油缸或液压杆主体,则需要通过补焊及电镀的办法来处理划痕;若划伤面积较大且深,主体损坏程度严重,考虑成本后则可选择重新购买或制作液压缸。由于本次故障的划伤面积中等,划痕深度<0.1mm,主缸体未明显损坏,同时设备拆装繁琐,拉运成本高,考虑采用现场修复方案,以小成本、简流程、短周期来完成修复工作。
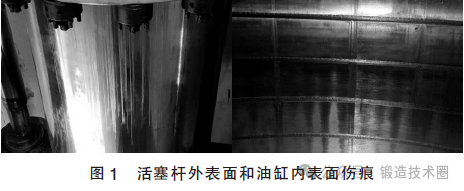
1.1 故障现象
活塞杆表面及缸筒内壁有一定程度的划痕(图1),发现故障现象后立即停机,防止故障扩大化,故障现象分为4 种:(3)滑动梁西北角定位铜块固定螺栓松动脱落,滑动梁东西方向定位铜块的间隙较大(2.5~3)mm,远大于南北方向间隙(0.5~0.6)mm。
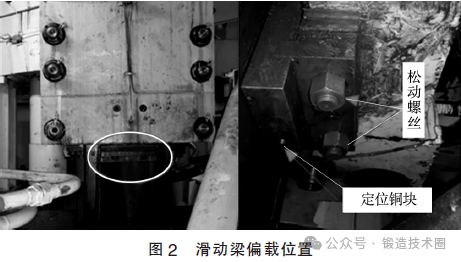
设备主体结构顶部滑动梁为自由端,设备运行时,机架滑动梁带动油缸缸筒上下移动,完全依靠导向装置(定位铜块)定位(图2)。滑动梁西北方向的定位铜块松动脱落,使得油缸东西方向失去支撑力,动作时受侧向力偏载,导致活塞杆与油缸内壁密封铜套拉伤,主缸与回程缸拉伤的位置都处于同一方向,说明滑动梁整体方向偏移。
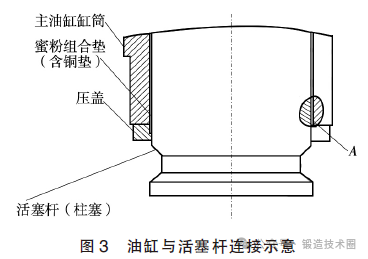
滑动梁的结构特点决定了设备工作时有着较高的要求,机架滑动梁的垂直方向由地面上下共16组可调整的定位铜块定位,每个梁柱的4 个方向均需要保证与各定位铜块之间的距离保持在0.8 mm 之内,使得滑动梁在上下运动过程中既保证垂直,同时无偏载摩擦阻力。(1) 设备安装人员对大部分紧固螺栓、螺母未做防松动处理,其中就包括导向装置中的导向板(定位铜块)固定螺丝。设备运行时本身产生较强的震动,造成导向装置上下两端导向板的固定螺丝松动,使导向板与机架之间间隙变大,失去支撑作用,引起机架单方向倾斜,倾角超出设备容许偏差。(2)液压油中混有细小的硬质杂质,在柱塞运动过程中,杂质夹在柱塞与密封铜套和密封垫圈之间产生刮擦,加之柱塞受力偏载,加剧了磨损受力;同时划伤时产生的异物(如铜垫碎屑)还有可能混入液压油,使其污染,导致柱塞表面的二次划伤。(3) 设备操作人员在停机日常巡检时没有按照规定章程进行,以至于没有及时发现定位铜板螺丝的松动及脱落,没有及时采取措施,导致偏载现象加剧。 主油缸与活塞杆在连接部分由组合密封垫实现密封,见图3。在相对运动过程当中,活塞杆与油缸应处于同轴度运动,水平方向除密封垫的静压力,无其他外力。故障中由于滑动梁在单方向的支撑块松动脱落,导致油缸整体偏移,使油缸相对运动过程中水平方向多出一个偏载力,施加在油缸内壁的组合密封垫与活塞杆表面之间,受力点为A 点,使得A 点处的组合密封垫(含铜环)刮擦活塞杆表面使其划伤。
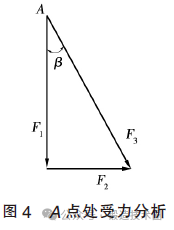
在图4 中对A 点处进行受力分析,F1 为正常情况下活塞杆所受重力与油缸液压作用力的合力,正值为活塞杆向下运动,负值为活塞杆向上运动。现在受到水平方向的偏载力F2,大小可由F1 和偏载角度β(β≈1°)的关系求出,最后得出合力F3,其方向为由活塞杆到油缸内壁,活塞杆受到反作用力而损伤。液压系统压力31.5 MPa,油缸活塞杆下端受力面积395919mm2(活塞杆直径710 mm),可计算得出F3=12473.4 kN。通过受力分析结果不难发现,由于活塞杆偏载力的存在,活塞杆在与油缸的相对运动过程中,行程约为1200 mm 的活塞杆,表面镀铬层厚度(0.03~0.05)mm,多承载的压力加上液压油中的少量碎屑,夹杂在密封垫缝隙中,对活塞杆表面镀铬层造成划伤。
根据设备故障情况及原因分析,确定维修方案主要分为3 步:(1)修复。拆解划伤的柱塞杆,对其受损部位进行修磨光滑,更换受损的密封组合垫。同时清理液压系统,去除可能引起划伤的杂质。(2)调整。调整滑动梁机架4 个方向的16 个定位铜块,使得4 个方向的定位铜块与机架间的缝隙≤0.8 mm,保证机架垂直无阻力运动。(3)改进。通过对螺丝进行防松动处理来加固各个方向的定位铜块,避免震动导致的滑块松动再发生。(2)机架与柱塞杆分解开,压盖拆除,铜套拆除,密封拆除。(3)清理所有连接处杂物,柱塞划痕处油石打磨处理,检查维修铜套。 通过分析故障的发生过程,找到了故障发生的根源。由于滑动梁单方向定位铜块螺丝松动并脱落,导致的油缸朝单方向偏移,在活塞杆与油缸的相对运动过程中同轴度出现偏差,使得活塞杆在单方向受到偏载力,加之液压油当中有少量的硬质碎屑等次要因素,共同造成了油缸的单方向划伤。发现问题根源后,有针对性地提出相应的解决方案,即如何避免紧固定位铜块的螺丝松动脱落。 市场中有各类防松螺丝、防松螺母,大多数防松方法为增加摩擦力来防止螺丝松动,使用的材料有工程塑料以及防松螺丝胶等。由于液压油缸部分在使用过程中不可避免的会有少量液压油渗出,以及油缸日常保养的机械润滑油等,这些油脂类在螺丝以及铜块上累积,加上设备运行的振动,普通的防松螺丝无法达到固定要求。因此采用在定位块两螺母之间加焊防松动杆的办法,在调整好定位铜块与滑动梁的间隙之后,上紧螺母,并在两螺母之间焊1 条或2 条钢片,彻底解决螺丝松动的问题。此方案的实施前提是在滑动梁底部的定位处、油污较多的位置,并且是在调整好4个方向的间隙之后,一次加焊固定杆可长时间使用。
3.1 故障情况总结
12.5 MN 快速锻造液压机的特点为锻造频率高,锻造角度多样,适用于中小型科研试验平台,由于其锻造动作快,便要求其液压系统有着良好的灵敏度和畅通性。及时检查设备运转后各个液压管路是否漏油,各液控阀及指示灯是否完好,通过观察及手动检查滑动梁各方向定位块螺丝是否松动并及时上紧,通过使用塞尺检查定位滑块缝隙是否符合标准,在日常例行检查过程中发现任何问题都应当及时处理,以免带来更严重的后果。(1)含有颗粒物杂质的液压油进入液压油缸。这些颗粒物杂质卡在了活塞杆与导向环之间(或卡在了活塞与缸筒内壁之间),当油缸活塞相对运动时就会发生划伤活塞杆、缸筒内壁的现象,颗粒物越多、越大,划伤的痕迹就越深越明显。(2)油缸自身的问题。由于设计或装配等原因造成活塞杆、活塞、缸筒、导向环等部件之间的同轴度误差过大,或缸筒、活塞杆直线度误差过大,使得油缸的活塞杆与导向环之间产生机械干涉,这种机械干涉一定会损伤活塞杆或油缸内壁。 液压缸划伤问题,俗称“拉缸”现象,传统方法通常为拆卸后运往生产厂家进行补焊加工或报废更换。使用单位由于没有备件更换,重新生产配件或返厂维修时间无法控制,长时间故障造成严重的经济损失,同时还要支付高额的运输和修复费用。 液压缸是工程机械最主要的部件,堪比为人的关节部分,同样也是最易出现问题的部件,尤其是活塞杆表面划伤更为普遍,其发生的主要原因如下:(1)装配过程中零件毛刺处理不干净混入异物造成的缸壁划伤。(2)划伤处脱落的碎屑会嵌入密封件,运行时夹杂在密封件工作部位,造成新划伤。(3)活塞滑动表面压过大造成的烧结现象,各类因素导致活塞杆倾斜,出现偏载现象,或者由于横向载荷等作用使活塞杆滑动面表面压上升,将引起烧结现象。(4)密封垫(铜垫)的损坏,密封垫(铜垫)在使用中发生破损,碎片夹在活塞杆缝隙,造成划伤。(5)电镀硬铬层的磨损,多数是由于活塞的摩擦铁粉的研磨作用造成的,中间夹有水分时磨损更快。同时金属的接触点电位差造成的腐蚀,发生在活塞接触点的部位,腐蚀成点状发生。 液压油缸使用中要承受很大的压强,负载越重活塞杆表面压强就会越大,因此,做好液压油缸的保养工作是整个液压系统维护最重要的环节。首先要做到防锈,液压油缸的活塞部分在工作状态中是要伸出油缸的,自然就会受到氧化物、酸性气体的侵蚀,这就需要涂覆适量的油脂进行保护。其次要开箱换油,因为长时间使用,难免会有异物进入液压油缸中,这样在使用中就会发生摩擦增大现象。另外,液压油也有一定的使用寿命,长时间不换油会损坏或者侵蚀液压油缸内部。同时,在设备负责人员日常使用的过程中应当注意保养与检查工作,如设备使用前的巡检、周期性的保养等工作,不可疏忽大意。 快速锻造液压机有着锻造频率快,锻造方向多,精准度高等优点,在自由锻造领域有着广泛的使用。为了完成流畅的动作,应当保证其液压系统的正常运行,发现问题应及时处理,避免故障的扩大化。